透明注塑模具
联系方式见右侧悬浮框
【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】是根据客户需求而写的,非常具有代表性,在客户搜索【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】时,都能通过我们来了解相关资讯,而且【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】在客户有需求时提供参考意见。
|
透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型(透明实训教学模具系列) |
|||||
|
教学目标 |
通过对更为先进、复杂结构模具的拆装训练及成型操作,更为全面了解模具的装配,制造成型工艺,以提高对设计的深入认识。 |
||||
|
教学效果 |
可以快速将实际感受转换成设计理念,大大扩展设计思路,并能做出具有工艺性的设计方案。 |
||||
|
透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型系列-冲压模具 |
|||||
|
1 |
冲孔模 XSTMFZCM-001 150×150mm |
1套 |
用模具沿封闭线冲切板料冲下的部分为废料,封闭线外是产品. 冲压1孔,料带利用四处挡料销定位。 |
|
|
|
2 |
落料模 XSTMFZCM-002 150×150mm |
1套 |
用冲模沿封闭轮廓曲线冲切,封闭线内是产品,封闭线外是废料.用于制造各种形状的平板零件. 冲压菱形工件,产品尺寸不小于35×30 mm,料带利用挡料销定位。 |
|
|
|
3 |
弯曲模 XSTMFZCM-003 150×150mm |
1套 |
把板材料沿直线弯成各种形状,可以加工形状较复杂的零件。 以菱形工件作为导料,弯曲高度不小于10 mm,产品自动从凸模脱落。 |
|
|
|
4 |
正装复合模 XSTMFZCM-004 200×150mm |
1套 |
在模具同一位置上能完成几个不同的冲裁工序的模具.正装复合模,它的落料凹模在下模处,凸凹模装在上模处.不适用于多孔制件的冲裁冲压菱形工件,料带利用挡料销定位。 |
|
|
|
5 |
倒装复合模 XSTMFZCM-005 200×150mm |
1套 |
模具同一位置能完成几个不同的冲载工序的模具.倒装复合模,它的落料凹模在上模处,凸凹模装在下模处,适用于制件平直度要求不高的厚板制件,操作方便.安全,适用于多孔制件的冲裁.冲压菱形工件,料带利用挡料销定位。 |
|
|
|
6 |
拉伸模 XSTMFZCM-006 150×150mm |
1套 |
把板材料毛坯成形成各种开口空心工件的模具,此模具带压边装置,拉深前毛坯套在压边圈上依靠外形定位,拉深后冷冲件从凸模上托出,凸凹模都装有顶出装置。 拉伸小铝盖,拉伸深度不小于8 mm,产品尺寸不小于35 mm,模具带有压边结构,并且调整非常方便。 |
|
|
|
7 |
连续拉延模 XSTMFZCM-007 200×150mm |
1套 |
制品首次拉深无法成形,需要多次拉延的模具。该模具用带料一端顺序拉延,直到最后一次拉延时才将制件由带料上冲落。 拉延带有凸缘的小铝盖,拉伸深度不小于8 mm,产品尺寸不小于20mm,第一次拉延深度不小于2 mm,模具带有压边结构,并且调整非常方便。 |
|
|
|
8 |
多工位级进模 XSTMFZCM-008 200×150mm |
1套 |
多工位级进模是精密高效,长寿命的模具.它适用于冷冲小尺寸,薄料,形状复杂和大批量生产的冷冲零件. 该模具为落料、冲孔、弯曲级进模,毛料由定位销和挡料销全程定位,为90度弯曲,尺寸不小于20×15×10 mm。 |
|
|
|
9 |
V型翻板弯曲模 XSCZFZCM-009 150×150mm |
1套 |
该模具为避免材料滑动,在定模部分高有两块翻板。当凸模压下时,翻板随材料弯转,定位板必须与材料接触,所成型的零件精度较高。V型零件尺寸不小于30×20×10 mm。 |
|
|
|
10 |
圆管冲模 XSCZFZCM-010 150×150mm |
1套 |
该模具需将平坯料一次弯成圆管形零件。定模有两件活动凹模由顶板托住,当凸模将材料压下时,模块相向转动,将材料弯成圆形。凸模上升时,已弯成圆管零件就套在其上,随之上升。圆型零件尺寸不小于Ф17×30 mm.。 |
|
|
|
11 |
型滑块冲模 XSCZFZCM-011 150×100mm |
1套 |
该模具需将平坯一次弯成两内侧角度小于90°的零件。模具定模部分需有两个滑块,平坯放在定位板上,当凸模下降时,平坯先被 弯成∪型 ,凸续继下降,滑块开始运动将∪形两侧向内弯成所需角度。型零件尺寸为45×30×20 mm。 |
|
|
|
透明拆装实训模具系列-注塑模具 |
|
||||
|
N0 |
配置名称 |
数量 |
详细描述及技术要求 |
|
|
|
1 |
细水口模 XSCZZM-001 200×200mm |
1套 |
该模是截面形状小如针点的浇口,具有提高溶体的剪切速率,提高溶体的流动性,有利于充模,浇口痕迹小、容易修整,浇口位置能较自由地选择。模具结构为一模二腔,成型产品为手机壳,型腔为70×30㎜。总重量为20克,一点式进胶。 |
|
|
|
2 |
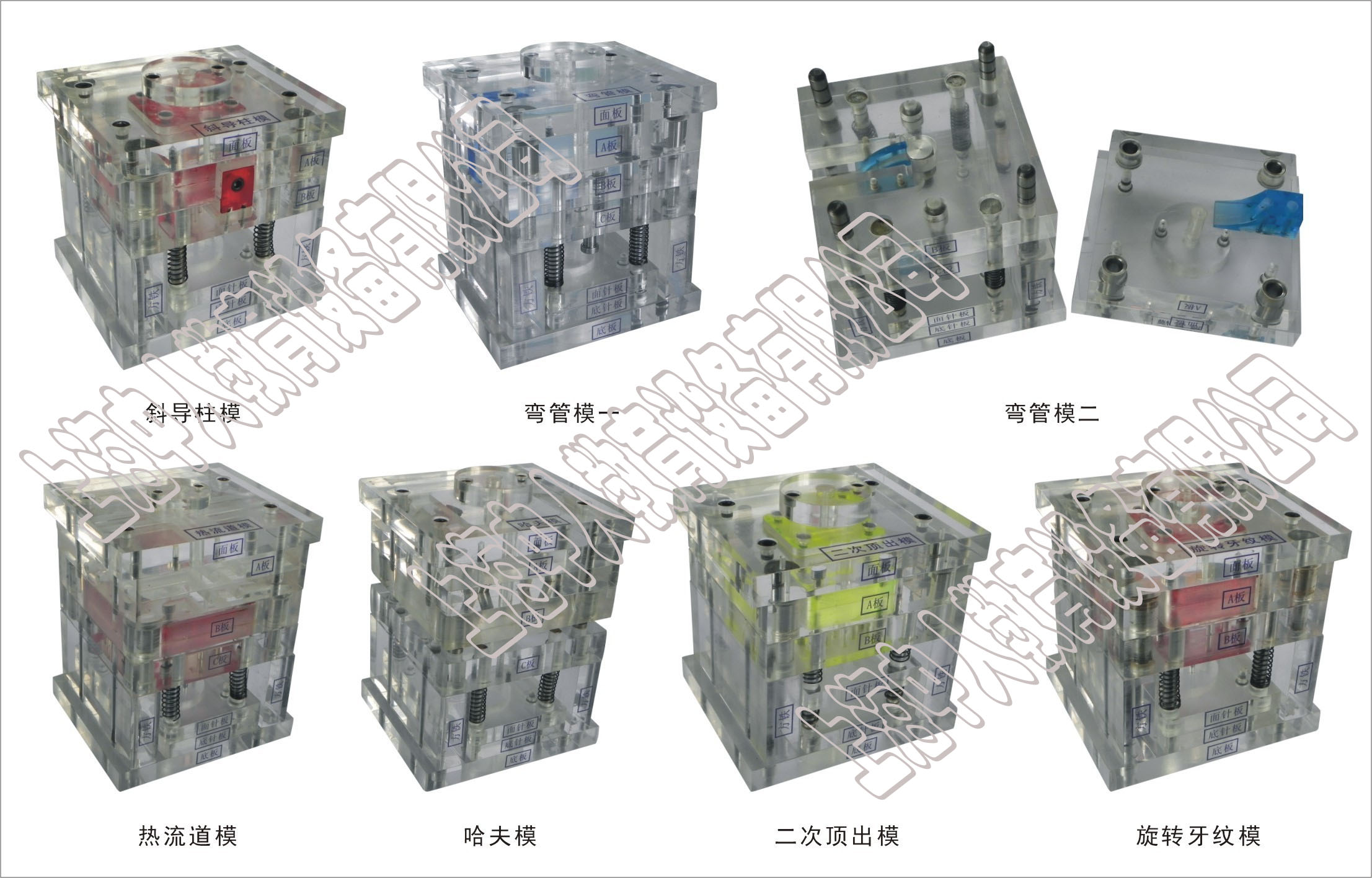
二次顶出模 XSCZZM -002 200×200mm |
1套 |
成型深腔薄壁,侧面形状复杂,脱模力大的塑件,顶出机构先后二次顶出,结构简单,加工方便,安全可靠。成型产品为心形肥皂盒, 成型尺寸为50×55×12㎜。 |
|
|
|
3 |
前模哈夫模 XSCZZM -003 200×200mm |
1套 |
运用于侧面成型面积大,侧孔或侧凹较浅且抽拔距离较小的塑件,(如车仔模、外螺纹模)结构紧凑、刚性好,抽拔力大。 成型产品为带柄咖啡杯,尺寸为26×30㎜。 |
|
|
|
4 |
前模行位模 XSCZZM -006 200×200mm |
1套 |
塑件对外观要求高,定模需设置抽芯机构,该模具结构紧凑,刚性强,安全可靠,在大型模具上应用广泛。 成型产品为闹钟壳,成型尺寸为60×50×10㎜。 |
|
|
|
5 |
潜水口模 XSCZZM -007 200×200mm |
1套 |
该模具在开模时,不仅能自动切断浇口,而且浇口的位置可设在制品的侧面,端面和背面等,使制品外表表面无浇口痕迹。采用潜浇口模具结构,可将双分型面模具结构简化成单分型面模具结构。一模二腔,分流道于产品自动分离。 |
|
|
|
6 |
斜顶模 XSCZZM -011 200×200mm |
1套 |
成型内侧有凹凸的塑件,加工简便,结构紧凑,可靠,斜推杆与导向槽配合,当推杆作垂直运动时斜推杆在导向槽的作用下做相对运动,从而完成侧抽芯动作。一模二腔,内壁均有2处凹或凸槽,并能配合组装。成型尺寸为50×90×10㎜。 |
|
|
|
7 |
热流道模 XSCZZM -012 200×200mm |
1套 |
热流道模具在注射模中采用绝热或加热的方法,使流道中的塑胶始终保持融溶状态,因此在开模时只需取出塑料制品,而无流道的模具结构。 一模二腔,电脑自动温控加热,时间不超过15分钟。可实现无流道生产,产品于浇口自动切断。成型手机壳尺寸为60×30×8㎜。 |
|
|
|
8 |
后模斜抽芯模 XSCZZM -016 200×200mm |
1套 |
该模具成型塑料制品内侧有斜凹槽,模具采用定模板拉钩摆杆式顺序分型机构,采用推杆推出制品。顺序分型的目的是完成侧向斜抽芯。 该成型产品内侧有2处45度穿孔,模具2次分型来完成斜抽芯。成型尺寸为30×20×10㎜。 |
|
|
|
9 |
推板模 XSCZZM -017 200×200mm |
1套 |
推板脱模机构在分型面处沿制品周边将制品推出,适用于大筒制品,薄壁容器及各种罩壳类制品的脱模。其特点推出均匀力量大,运动平稳,制品不易变形,塑件表面无推顶痕迹。成型产品为迷你小茶杯,一模两腔,推板顶出,产品口径为20 mm,高度为16 mm。 |
|
|
|
10 |
斜导柱模 XSCZZM -018 200×200mm |
1套 |
该结构紧凑,制造方便,动作可靠。它的结构形式是斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔作相对运动,从而完成侧抽芯动作。成型产品为纽扣带,产品两侧共2处穿孔,一滑块,一支斜导柱抽芯。成型产品为帽盖尺寸为25×20×18㎜ |
|
|
|
11 |
顶杆先复位模 XSCZZM -019 200×200mm |
1套 |
当侧抽芯与推杆出现干涉现象时或放置镶件不方便时,通过机械构件使顶出系统提前复位的结构。成型产品为纽带扣,成型尺寸为35×30×10㎜,模具外形美观,复位修正非常方便。 |
|
|
|
12 |
旋转牙纹模 XSCZZM -020 200×200mm |
1套 |
成型深螺距,硬质材料带螺纹的塑件,通过模具内使制品与螺纹型芯或环型产品相对旋转运动来实现脱模的生产方式。成型产品为瓶盖,一模两腔,产品尺寸为20×15 mm,牙距为3,配合螺纹深度为10mm,单腔螺纹数量为3个。主流道浮动顶出结构,脱模过程时间控制。 |
|
|
|
13 |
推管模 XSCZZM -021 200×200mm |
1套 |
推管模常用于圆筒状制品的脱模。推管沿整个周边推顶制品,使制品受力均匀,无推出痕迹。型芯和凹模同时设在动模一侧,以便提高制品的同轴度。成型产品为圆锥形杯,一模两腔,尺寸为25×15 mm |
|
|
|
14 |
弯管模 XSCZZM -026 200×200mm |
1套 |
弯管圆弧内抽芯的模具结构往往是利用齿轮、齿条或连杆等机械结构件,将直线运动转换为圆周边运动的结构形式,从而达到圆弧抽芯的目的。 |
|
|
|
15 |
后模行位模具 XSNZS-029 200×200mm |
1套 |
塑件对外观要求高,内壁有凹槽,且不能做斜顶结构方式,定模需设置内抽芯机构,该模具结构紧凑,刚性强,安全可靠,在模具上应用广泛。 成型产品为手机外壳,成型尺寸为60×50×10㎜。 |
|
|
|
16 |
链条成型模 XSCZZM -030 200×200mm |
1套 |
该模采用45°对开分型,行位精确定位.并集点浇口与斜导柱等功能.成型多圆相扣之产品.第一次成型四圆 相扣,成型产品125×26×3mm.通过简单操作并可两圆二次相扣,实现链条无限延长.是注塑模具中较典型的结构之一。 |
|
|
|
17 |
大行位藏小行位模 XSCZZM -031 200×200mm |
1套 |
开模时斜导柱带动大行位内的小行位先形移动,待小行位与胶位分离后,再移动大行位,适合于侧边形状突出,有较深的凹槽且胶位太薄的塑料制品。 该产品为盒形状,产品一侧有较大的凹槽,且凹槽内部有一处不在同一方向的凸槽,该产品尺寸为60×35×20mm,抽芯深度为8mm |
|
|
|
18 |
后模进胶倒装模 XSCZZM -032 200×200mm |
1套 |
模具后模部分置于前模位置,由后模方向进胶,并由固定于前模上的拉杆拉动顶针板顶出产品,适合于成型时零件表面有附属镶件或表面光亮且较大体积的塑料制品。 该产品为透明反光灯罩,该产品尺寸为60×35×20mm。该模具必须具备以下知识点。 |
|
|
|
19 |
爆炸型芯模 XSCZZM -033 200×200mm |
1套 |
合模时镶件沿圆形型芯上的斜导向槽移动,使圆形型芯的的外围达到闭合状态。此模具适合于圆形且圆形内部有凹槽的塑胶制品。 该产品为圆柱形,在产品的内部有多排凹槽,此凹槽与产品中心线垂直,进胶方式采用产品中心进胶。该产品尺寸为Ø42×35mm,滑块数量为5个。 |
|
|
|
20 |
双色模 XSCZZM -034 200×200mm
|
1套 |
模具由一套后模和两套前模组成,一套前模同共用后模注塑出制品后,再将制品套在共用后模型芯上,用另一套前模和共用后模进行二次注塑,以成型制品表面上不同颜色或材质的胶位。 该产品为牙刷柄,凸模置于在模具的动模部分,通过机电式移动平台达到凹模的互换性,该模具设计结构紧凑,动作稳定,效率高,是现代双色模的制造趋势。该产品尺寸为60×25×20mm |
|
|
|
1、模具具有拆装实训的功能,可长期反复拆装 2、可半模注塑,注塑时可以清楚看清模具型腔内塑料流动,填充型腔。 3、导柱导套采用标准件,螺栓须全部采用12.9级国内外知名企业生产的螺栓 4、模架采用加硬铝合金板并经氧化处理,硬度HB90以上,屈服强度245以上 |
|||||
原文网址:/proshow.asp?ID=745
如对本产品/文章:透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型有任何疑问请随时联系我们,我们将尽力为您提供最全的实训室建设方案和最优质的服务
本文关键词:透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型
【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】是上海中人原创,如果您在了解产品的过程中受到启发,想要咨询相关博鱼(中国)的问题,我们将派专员为您解决疑问,或者您在阅读【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】中有想不通的问题,也可以咨询我们,我们将为您提供快速解决【透明注塑模具,透明拆装实训模具,透明冲压模具,模具模型】问题的方案
相关热词: